覚えておきたい製剤技術の基礎知識! 第7章:乾式造粒装置 FREUND Academy 2024.05.31


武井成通(Takei Narimichi)
フロイント産業株式会社 技術顧問(工学博士)
フロイント産業 技術開発研究所長、取締役を経て現職
製剤機械技術学会 第7回仲井賞受賞「遠心転動造粒コーティング装置グラニュレックスの開発」
日本薬剤学会 第7回製剤の達人受章
FREUND KNOWLEDGE OCEANをご覧いただき誠にありがとうございます。
FREUND Academy Instructorの武井でございます。
このFREUND Academyでは、製剤に関するベーシックな知識を全10章に分けてお送りします。
前回、錠剤コーティング技術(ソフト)についてお伝えしました。今回は、乾式造粒装置について詳しくお伝えいたします。また記事下部では、乾式造粒装置の具体的な使用例やトラブルシューティングなども学べるホワイトペーパーをダウンロードしていただけますので、是非最後までお付き合いください。
まだご覧になっていない方は、
-
1.乾式造粒装置の概要
1.1 乾式造粒装置の特長
1.2 乾式造粒装置の構成
1.3 乾式造粒装置の圧縮機構
2.乾式造粒装置のスケールアップ
2.1 スケールアップ簡易推算式
2.2 簡易推算式の実証実験
2.3 スケールアップ計算例
3.乾式造粒装置のコンテインメント
4.連続生産への取り組み
1.1 乾式造粒装置の特長
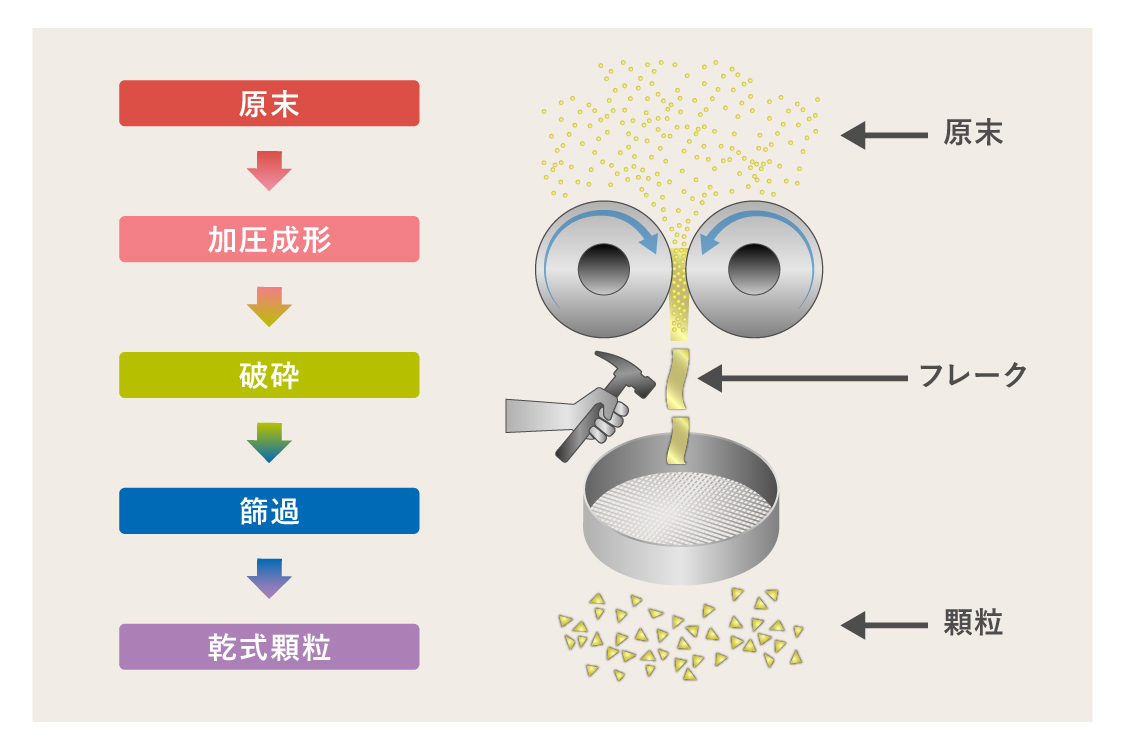
ローラーコンパクター(以下、RC装置と略)図1は乾式造粒装置とも呼ばれ、粉体圧縮を粒子の結合推進力とする造粒装置です。
RC装置では、ロール圧縮によって粉体をまず大きな成形物にして、それを破砕することで顆粒が得られます。

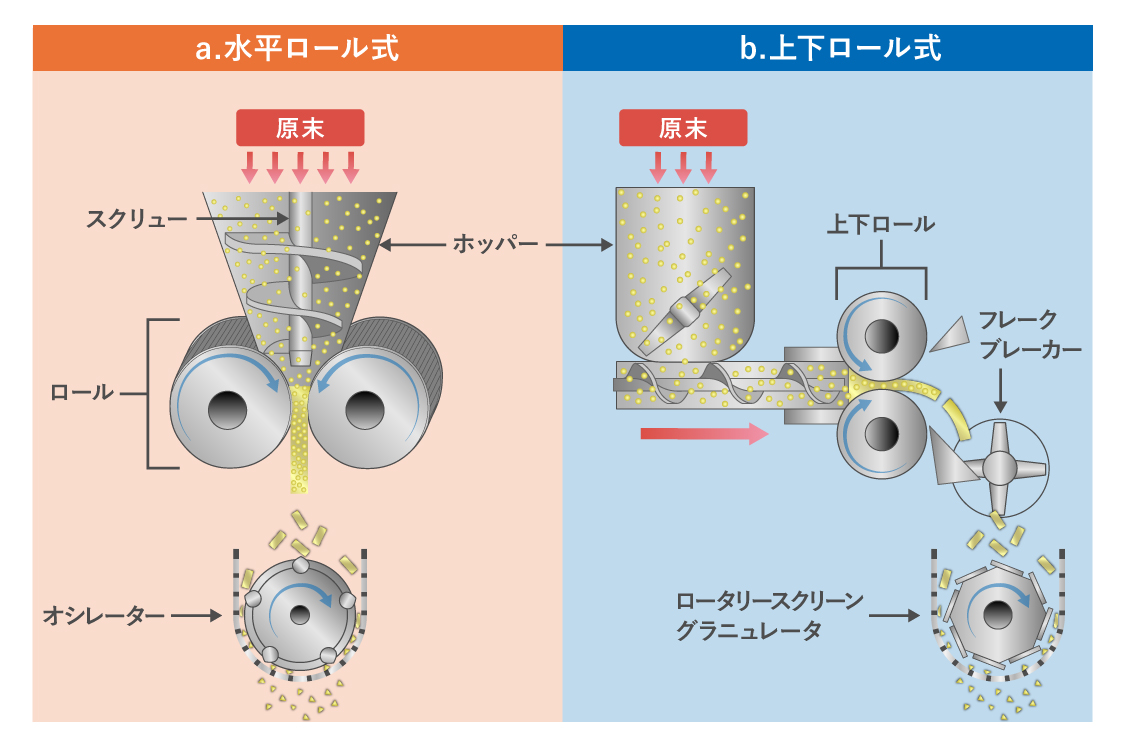
原末から圧縮顆粒が得られるまでの工程の概略を図21)に示します。粉体原料は、板状(フレークまたはリボンと呼ばれます)に成形され、破砕造粒装置(整粒装置)で整粒されます。乾式造粒装置と破砕造粒装置の概略図を図3に示します。
乾式造粒法のメリットは次の通りです。
- 水またはアルコール等の湿潤剤、結合剤(バインダー)を必要としないため、安定した顆粒が得られる。吸湿性の高い薬剤(生薬等)に適している。
- 練合・乾燥といった造粒の前後工程が省略でき、所要時間を大幅に短縮できる。
- 密度の高い顆粒が得られる。
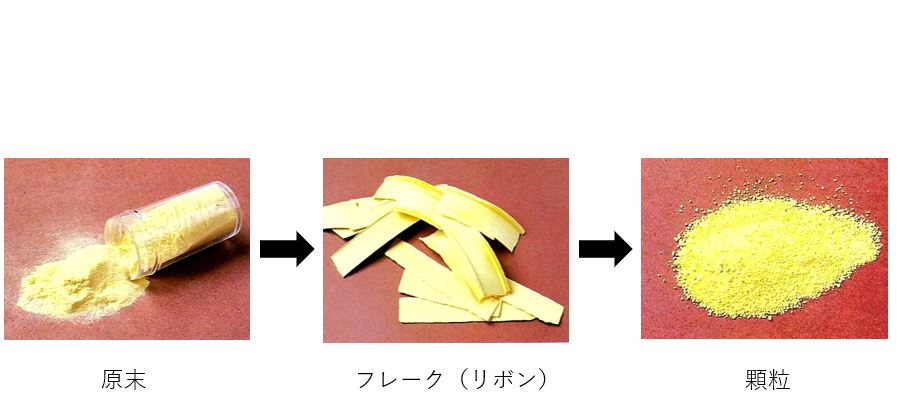
乾式造粒装置で得られる顆粒の形成過程の一例を図4に示します。
1.2 乾式造粒装置の構成
水平ロール式RC装置を例に、装置の構成を説明します。
(1)スクリューの種類(図5)
A型:二段二条、比容積が大きい粉体向き
B型:二段一条、比容積が小さい粉体向き、通常使用スクリュー
ここでいう二段とは、スクリューシャフトのテーパー角度が2段階になっていることを意味し、二条とはスクリューの羽根が180度違いで2枚付いていることを意味します。
このほか、比容積が小さく流動性の良い粉体向きにX型(スクリューシャフトにテーパーがないストレートシャフトで、スクリュー羽根が二条)があります。


(2)ロールの種類(図6)
DPS型ロール:ロール両端に凹凸機構(Die & Punch)があり、粉体がサイドから飛散するのを防止するとともに、ロール中央部と端部の圧縮応力分布を均一にします。ロール表面に溝(Streak)が刻まれているので、粉末の食い込みが良くなります。
DP型ロール:ロール両端に凹凸機構があり、圧力分布が均一です。ロール表面は平滑で、粉末の過剰食い込みを防止します。
S型ロール:両サイドが固まりにくい傾向がありますが、滑沢剤を添加できない粉体や付着性の強い粉体に使用します。また、DPS型ロールを使用して粉体がスリップしロールに食い込みにくいときにも使用します。
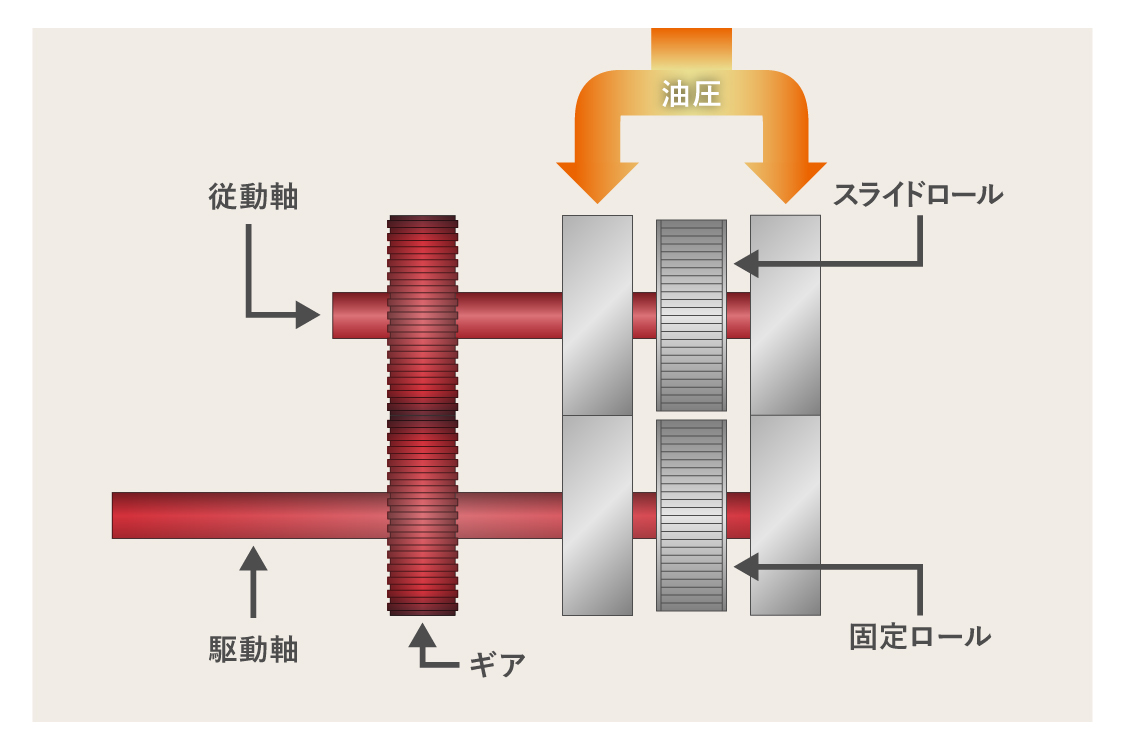
(3)ロール駆動部(図7)
RC 装置では2個のロール回転を同期させるため、1個の回転軸からギアで2個の回転軸に分岐しています。粉体にかかる圧力を一定にする目的で、片側のロールを固定にし、もう片方のロールはスライドする機構を採用しています。スライドするロールは油圧シリンダで常に押される構造になっています。
(4)アキュムレーター※
油圧装置のロール加圧系統には、ロール加圧力の脈動を減衰させ、常に一定の圧力で加圧するために、アキュムレーターが取り付けられています。
※圧力容器に気体(通常窒素ガス)を充填しておき、そこに液体(油)を押し込むと気体は液体の圧力とバランスするまで圧縮します。液体の圧力が弱まると、気体が膨張し、液体を容器外に放出します。気体の圧縮、膨張作用により、液体圧力の脈動(短い周期の圧力変動)を抑制する装置をアキュムレーターと呼びます。
1.3 乾式造粒装置の圧縮機構2,3)
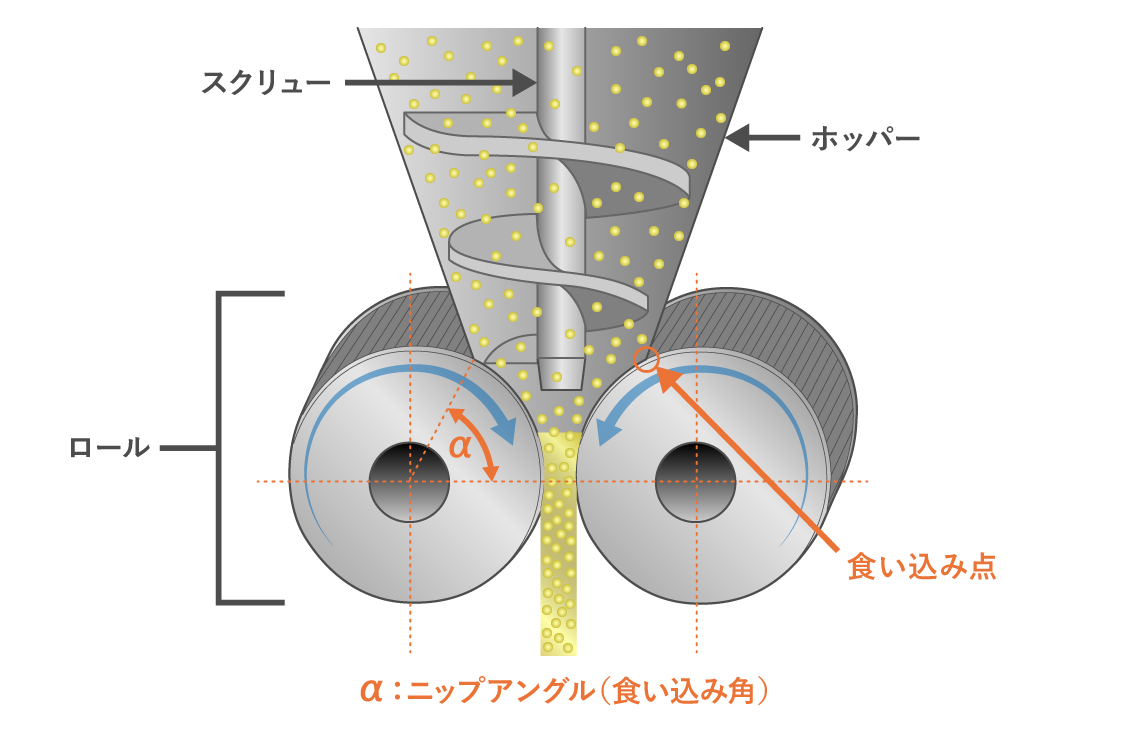
RC 造粒ではロールと粉体の摩擦により、粉体がロール間に食い込まれます(図8) 。
ロールに食い込み始める点を「食い込み点」と呼び、食い込み点とロール中心部を結ぶ線と水平線の角度αを「ニップアングル(食い込み角)」と呼びます。
ロール直径が変わってもニップアングルは同じなので、ロール直径が大きくなるほど圧縮比も増加し、成形しやすくなり、密度の高い(重い)フレークが得られます。粉体層の圧縮は、粉体層に含まれている空気の除去(脱気)を意味しますので、粉体がロールに食い込まれる前に粉体層を脱気することが重要です。
2.1 スケールアップ簡易推算式
ロール圧縮の理論的解析は、内部摩擦角、壁摩擦角などの粉体物性を求める必要があり、簡便な手法とは言えません。
ここでは、小型テスト機で得られた処理能力データから、生産スケールの処理能力を予測する簡易推算式について説明します。
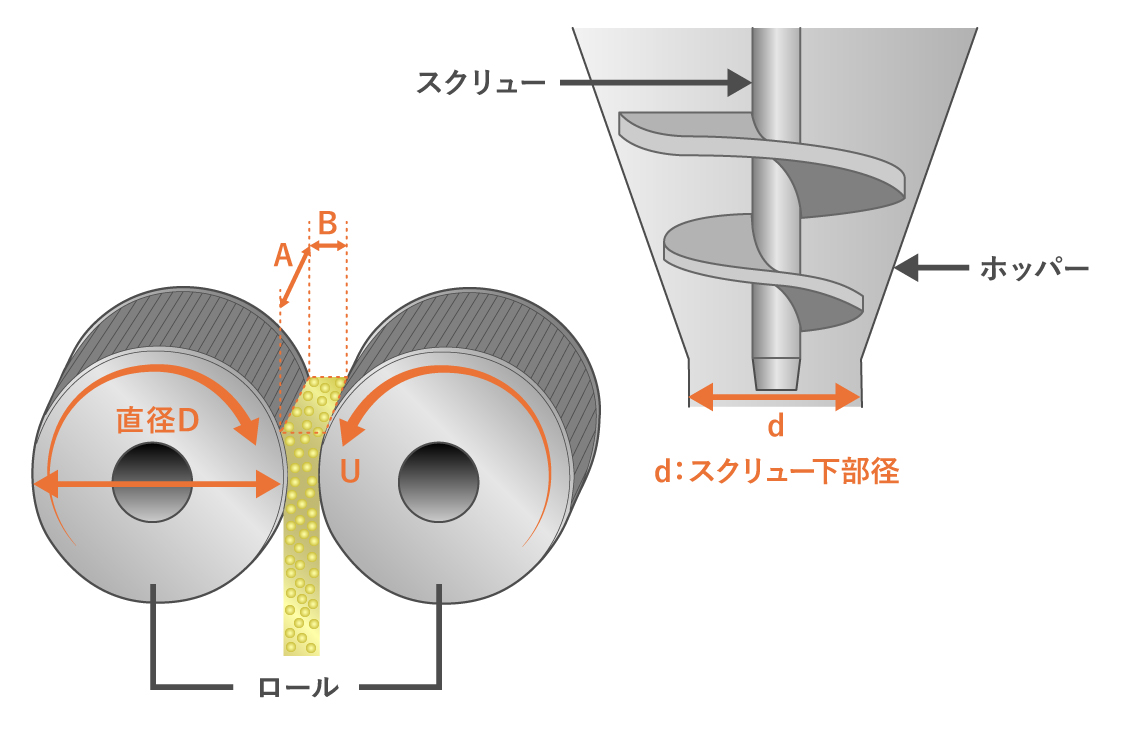
ローラーコンパクターの処理量(ロール通過量)Qは、粉体原料のかさ密度をρb、粉体原料のロール食い込み長さをA、ロール食い込み幅をB、ロール回転速度をUとすれば(図9) 、次式で表わすことができます。
ここで、ロール食い込み長さAがロール径Dに比例し、ロール食い込み幅Bがスクリュー下部径dに比例すると仮定すれば、式(1)は次のようになります。
ロール回転速度UをU=2πDN(N:回転数)とすれば、
したがって、小型機の処理量Q₀から大型機の処理量Q₁を推算する式は、
これを整理すると、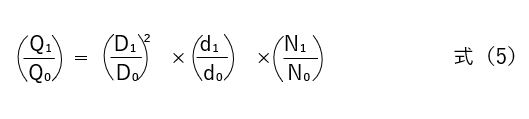
この式は大型機の処理量を試算する上での簡易推算式になります。ここで、添え字0は小型機の数値、添え字1は大型機の数値です。
2.2 簡易推算式の実証実験
スケールアップ簡易推算式の妥当性を確認する実証実験を行いました。
使用した機種はローラーコンパクターのTF-156型、TF-208型、TF-3012型、TF-4018型です。
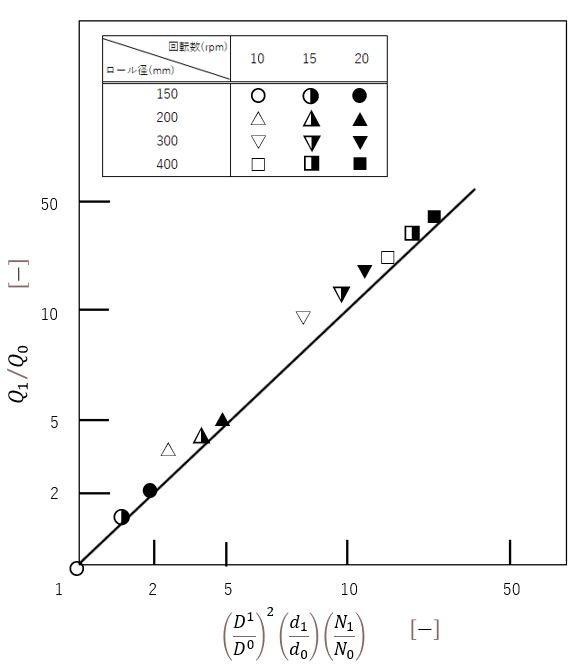
主原料は200メッシュ乳糖99.5%、滑沢剤としてステアリン酸マグネシウム0.5%を用いました。おもな操作条件および結果を表1に、本テストにおける簡易推算式の左辺と右辺の関係を図10 にそれぞれ示します。
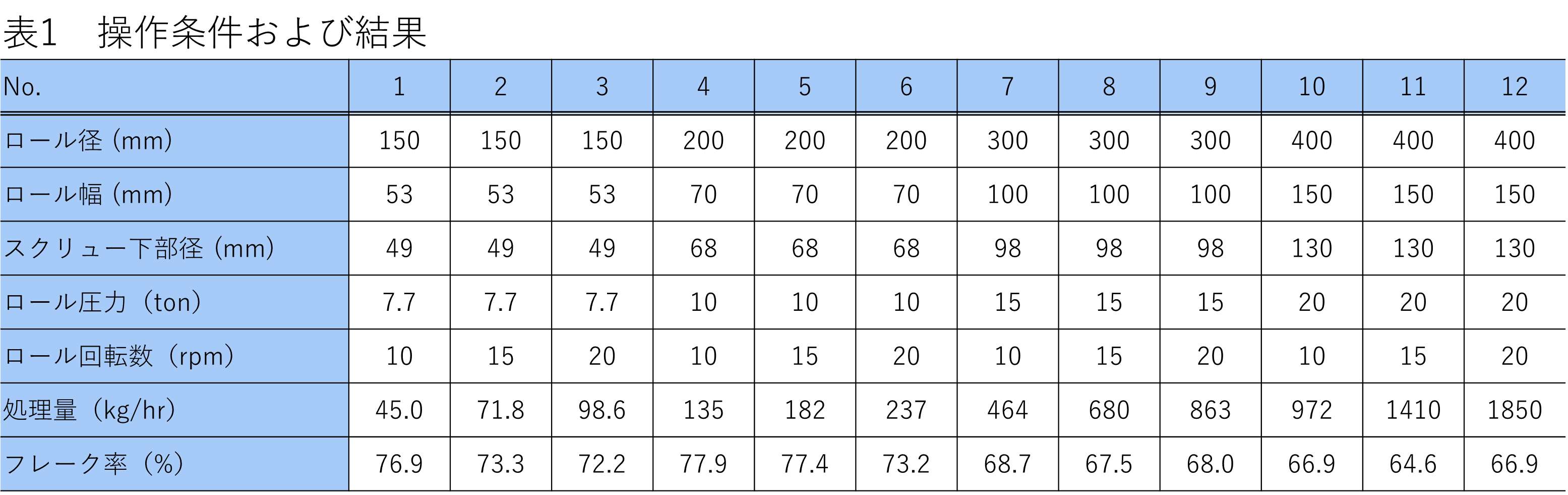
テストデータは簡易推算式によく一致しています。したがって、スクリュー下部径をロール径に比例させて設計すれば、処理量はロール径の3乗に比例します。
なお、今回のテストでは、装置の大型化とともにフレーク率が若干低下しました。これは、ロール径が大きくなるとフレーク厚さが大きくなるので、粉体層内部での圧力伝達が不十分であったものと考えられます。
2.3 スケールアップ計算例
TF-156型(ロール回転数15 rpm)の処理量が70 kg/Hr でした。TF-3012型(ロール回転数20 rpm)の処理量を推算します。
ただし、スクリュー下部径はTF-156が49 mm、TF-3012が98 mmです。

RC装置の標準仕様では、ロール部や整粒部は周辺空気と接しているので、コンテインメント(封じ込め)仕様にするには、周辺空気に接している部分の密閉化が必要になります。
図11は、ロール部と整粒部を密閉化したコンテインメント仕様のRC装置の外観写真です。この装置の封じ込め性能(周辺環境への曝露量)は、0.1~10 μg/m3です。
また、RC装置をハードアイソレーターに内蔵した装置(図12)は、封じ込め性能0.1 μg/m3以下を達成しています。
本装置を設計するにあたり、次の4項目を検討課題にしました。
- 装置の接粉部はすべてハザード区画内に入れ、アイソレーターのグローブから容易に操作できるように配置する。
- 作業者がハンドリングする部品は、グローブを介して操作する制約を配慮し、極力軽量化する。
- グローブにより操作部分の視認性が悪化しないように、グローブの数に留意する。
- アイソレーター内の陰圧制御を考慮し、回転体のシール性を確保する。
これらの課題をクリアするための基本コンセプトは、接粉部の機器類と駆動部系を隔壁で分離し、ロールと整粒機の駆動シャフトの軸受けも駆動系側に配置し、両者とも片持ち支持する構造にしています。

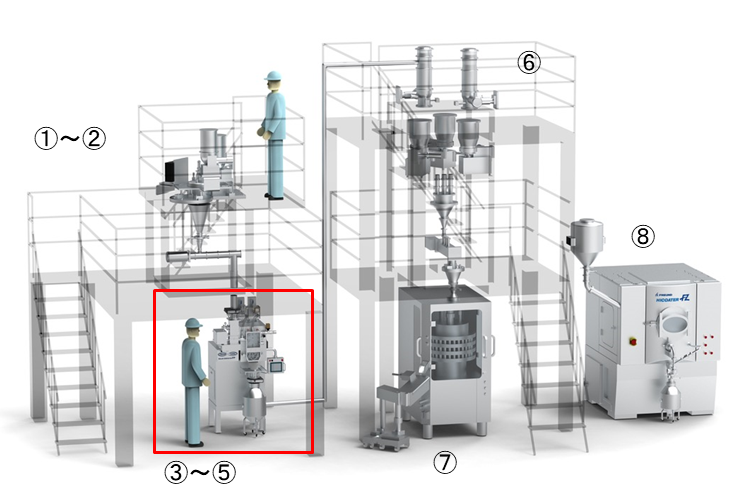
図13は、RC装置を組み込んだ連続生産システムの概観です。
本システムは、①原料投入→②原料混合→③圧縮成形→④整粒→⑤PATツールによる物性測定→⑥滑沢剤・後末混合→⑦打錠→⑧錠剤コーティングの各工程で構成されています。
図中赤い枠線で囲っているのがRC装置で、③~⑤の工程を担っています。
整粒した顆粒の物性は、PATツール(プロセス分析装置)で測定されます。PATツールとして、近赤外線分光器(NIRS)、ラマン分光器、インライン粒度分布測定プローブなどにより、主薬含量、顆粒水分、粒度分布が測定可能です。
↓↓↓ 更に詳しく学びたい方へ資料をご準備しております。下記よりダウンロード可能です ↓↓↓
第7章は、乾式造粒装置についてご説明しました。最後までご覧いただきありがとうございました。
次回、第8章は物性測定についてお伝えします。
このコンテンツが製薬業界の更なる進歩発展の一助となれますよう、心を込めて執筆いたします。
次回もお付き合いくださいますよう、よろしくお願い申し上げます。
参考文献
1)鵜野澤一臣:PHARM TECH JAPAN,34,2729(2018)
2)造粒ハンドブック:P503,オーム社(1991)
3)粉体機器・装置ハンドブック:P433,日刊工業新聞社(1995)
4)伊藤雄彦、松川岳夫、鵜野澤一臣、武井成通:PHARM TECH JAPAN,19,771(2003)
5)矢野喬嗣:化学装置,55,(7),31(2013)
6)山田翔平、磯部重実、鵜野澤一臣:第36回製剤と粒子設計シンポジウム講演要旨集, P60(2019)
↓↓↓ この記事に関するご意見・ご質問は、下記よりお気軽にお問合せくださいませ。 ↓↓↓

キーワード:
")
")
